Concealed spices (spices that are not directly visible to the machine operator or machine setter) that are used in hot runner technology always involve the risk of melt leakage. Getting these overmoulded hot runners back on track is a complex affair – dismantling, thermal and mechanical cleaning, reassembly. It is not uncommon for these cleanings to be combined with the complete replacement of the electrical resistance heating.

With the hot runner and 2K sandwich intermediate plates from A&E Produktionstechnik, the positive and non-positive connection between the mold sprue bushing and the hot runner nozzle is also covered after the mold has been installed.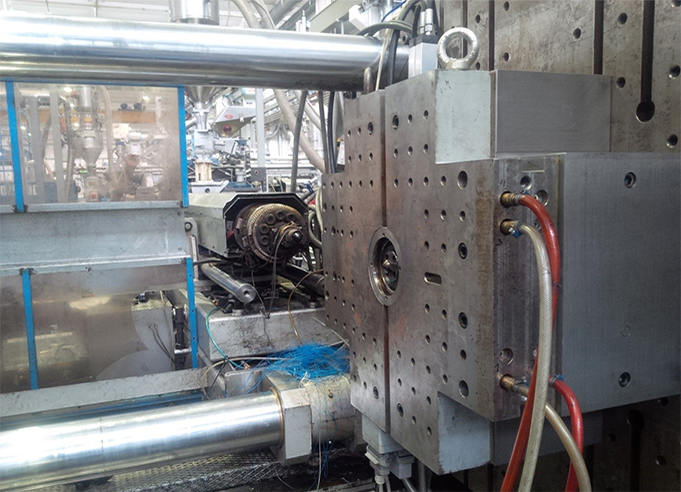
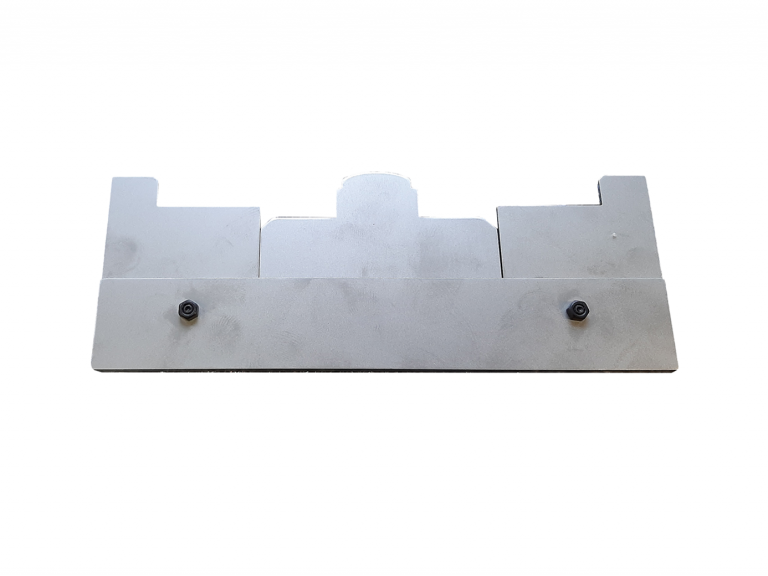
Since the hot runners in the A&E intermediate plates can perform a stroke in order to easily reach different depths of the tool sprue bushings, the machine setter must be particularly careful to set this connection leak-free. An adjustable contour template is supplied to the customer as a simple aid.
This means that before the mould is installed, it can be checked whether the hot runner nozzle can safely reach the mould sprue bushing without any component collision.
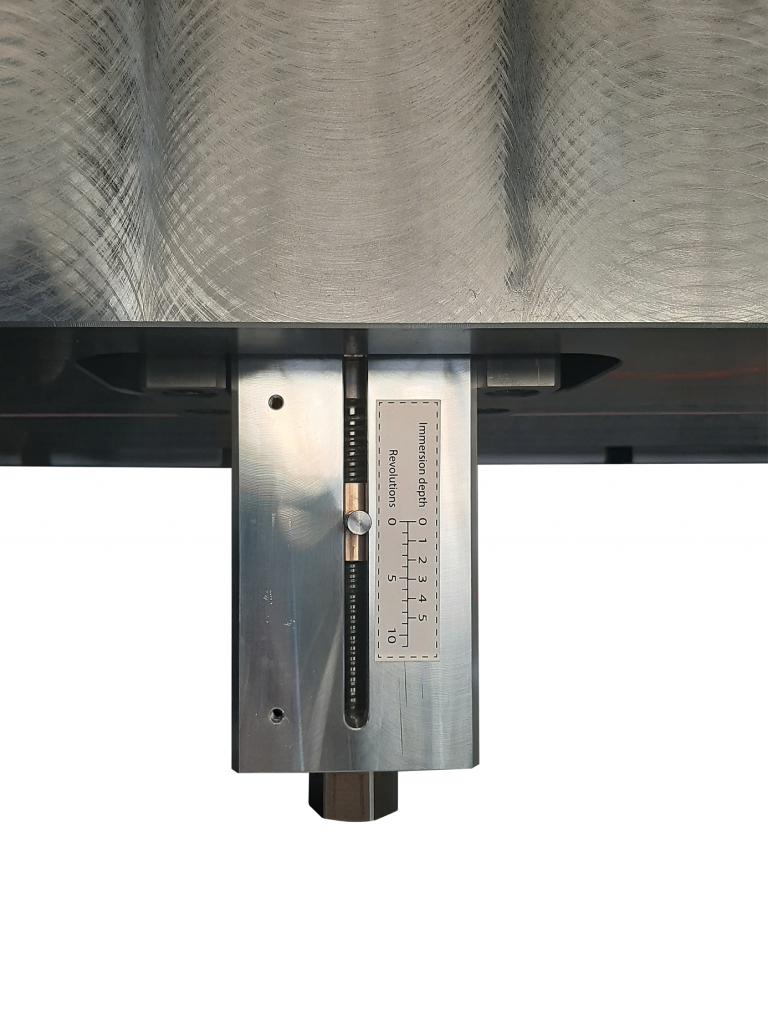
In the case of hot runner and 2K sandwich intermediate plates, in which the nozzle contact pressure for the tool sprue bushing is generated in the steel plate, the exact nozzle position can be read on the nozzle adjustment device.
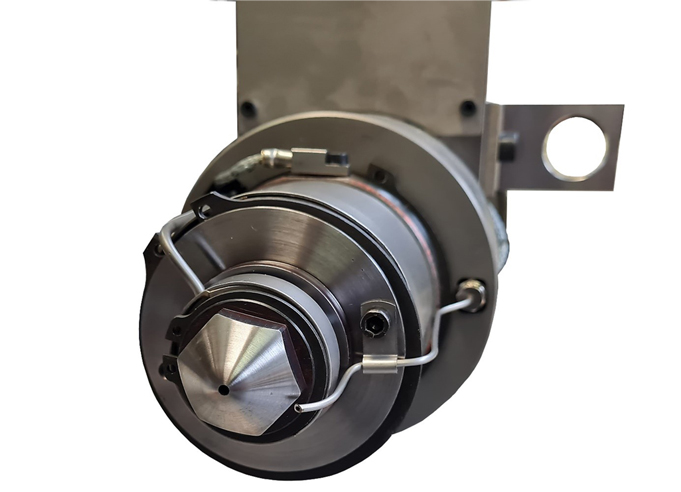
A&E uses a sensor from the Irish company Airtect as a further aid to avoid melt leaks at this point. This sensor consists of a capillary tube through which air flows and evaluation electronics. The capillary tube is attached in the immediate vicinity of the melt bore of the nozzle.

If melt emerges from the spice between the tool sprue and the hot runner nozzle, the pressure of the air flowing out rises in the capillary tube. This change in pressure is detected by the sensor electronics and an optical and / or acoustic signal is generated. The signal can, however, also be processed further via a corresponding interface in the machine control system, for example to trigger an alarm or an error message.